



氨基酸生产是一个复杂且高能耗的过程,涉及多个需要精确温控的环节,如发酵、浓缩、干燥、结晶等。这些工艺环节中既需要高温热能支持,也会产生大量废热(如废蒸汽和废水)。高温热泵(HTHP)通过回收和再利用这些废热,不仅能够显著降低能源消耗,还能优化生产效率,减少碳排放,助力企业实现绿色生产。
氨基酸生产中的主要热能需求
1. 发酵过程
• 工艺:利用微生物发酵合成氨基酸(如谷氨酸、赖氨酸等),对温度控制要求较高。
• 温度需求:通常为 30~45°C,通过热水或蒸汽调控发酵罐的温度。
• 废热来源:发酵罐冷却排出的热水(温度通常为 30~50°C)。
2. 提取和分离
• 工艺:将发酵液通过过滤、离心等工艺分离出氨基酸产品。
• 温度需求:提取液温度一般保持在 60~80°C。
• 废热来源:过滤、离心等工艺的废水余热。
3. 浓缩
• 工艺:通过蒸发浓缩氨基酸溶液以去除多余水分,获得高浓度的产品。
• 温度需求:浓缩过程通常需要 90~120°C 的蒸汽或热水。
• 废热来源:蒸发器冷凝的废蒸汽(温度 60~90°C)。
4. 干燥
• 工艺:浓缩后的氨基酸溶液经喷雾或气流干燥制成粉末状产品。
• 温度需求:干燥空气通常需要 100~150°C。
• 废热来源:干燥设备排放的热气(温度 70~90°C)。
高温热泵的应用场景
1. 发酵余热回收
发酵过程中,温度控制需要冷却和加热相结合,通过高温热泵,可以回收发酵罐冷却水中的余热,并将其温度提升至适合其他工艺的水平(如提取、浓缩等)。
• 案例:将发酵冷却水(温度 30~50°C)通过高温热泵加热到 90°C,用于蒸发浓缩环节。
2. 浓缩蒸发废热回收
在蒸发浓缩环节,高温热泵可以回收蒸发器冷凝的废蒸汽热量,并将其温度提升,重新供给蒸发器使用,减少外部蒸汽需求。
• 案例:废蒸汽温度为 70°C,通过高温热泵升温至 120°C,直接供蒸发器使用。
3. 干燥热风优化
干燥设备(如喷雾干燥机)排放的大量废气中含有丰富的低品位热能。高温热泵能够回收这些废气热量,将其加热后再循环利用,提升干燥效率。
• 案例:将干燥设备排放的废气(温度 80°C)通过高温热泵提升至 130°C,重新供干燥设备使用。
4. 整体余热综合利用
高温热泵通过集成氨基酸生产线中的废热资源,满足不同工艺段的多温度需求,形成闭环热能管理系统。
• 案例:通过中央高温热泵系统,统一回收发酵、浓缩、干燥等环节产生的废热,用于加热提取液、供暖干燥空气等需求。
经济效益与环境效益
1. 节能降耗
• 传统方式:依赖燃煤锅炉或天然气锅炉提供高温蒸汽和热水,热效率低且能耗高。
• 高温热泵方式:通过废热回收减少锅炉能源消耗,系统整体效率提高至 300~500%。
2. 降低运行成本
• 减少锅炉燃料使用成本(如煤、天然气或电力)。
• 降低制冷设备的电耗,优化生产能效。
3. 减少碳排放
• 回收废热减少化石能源消耗,显著降低 CO₂ 排放量,助力实现企业碳达峰与碳中和目标。
4. 提升产品质量
• 高温热泵供热稳定且可控,确保生产过程中各工艺环节的温控精确,提高氨基酸产品的质量。
案例分析
背景数据:
• 工厂每天处理发酵液 200吨。
• 需要蒸发 500吨/天 的水,蒸发器需 90°C 蒸汽。
• 使用高温热泵回收蒸发废热(废蒸汽温度为 70°C)。
能耗计算:
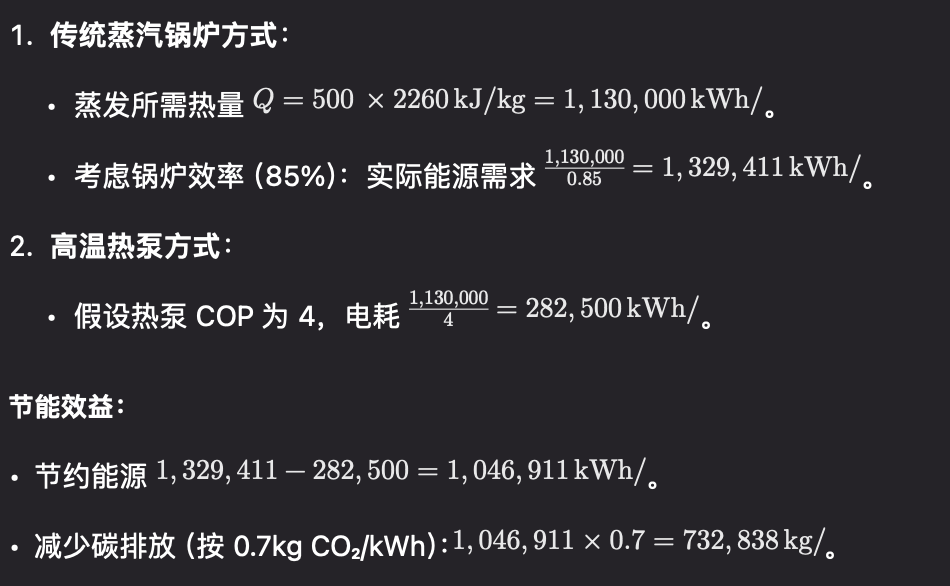
结论
高温热泵在氨基酸生产中通过回收废热,有效降低了生产能耗和运营成本,为企业节能降碳提供了创新解决方案。随着环保政策的日益严格,高温热泵在氨基酸生产中的应用潜力将更加显著,不仅为企业带来直接的经济效益,还为行业的可持续发展做出重要贡献。
 关注微信公众号
关注微信公众号